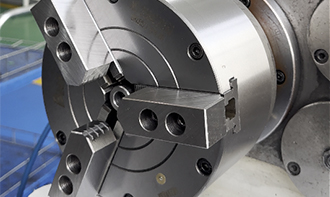
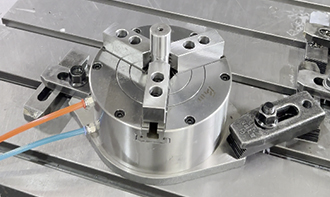
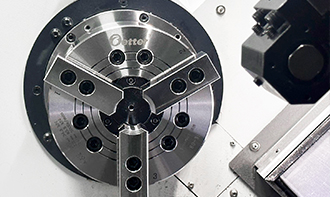
常州比优特机械设备制造有限公司创立于2007年,是一家专业从事各类非标气动卡盘制造的现代技术型企业,专注车床、磨床、加工中心领域十五载,有着成熟的设计制造经验,同时为客户免费提供专业的卡盘选型指导及解决方案。
邮箱:sale@czbut.com
传真:0519-88406915
地址:常州经开区富民路266号戚墅堰轨道交通产业园14号
 0519-884028810519-88402881
0519-884028810519-88402881