 0519-88402881
0519-88402881





自动夹具的使用范围介绍与使用技巧
 2019年05月31日 |
2019年05月31日 | 阅读次数:4632
阅读次数:4632自动夹具是全自动压力试验机的重要部分,可以根据不同的材料选择不同的夹具,然后进行试验,并对所得实验结果进行精度分析。那么,自动夹具的使用范围包括哪些?自动夹具的使用技巧主要有哪些?下面我们就“自动夹具的使用范围介绍与使用技巧”来详细了解下。
【自动夹具的实用范围】
1、特点:
主机主要由焊接机床系统、液压上下料小车及移动轨道、焊接电源系统、气路控制系统及电器控制系统等部件构成。
2、实用范围:
1.5米直缝焊机主要适用于厚度为1.5-4个厚的Φ235铁板,圆筒直径为180mm-1200mm

3、焊接主机系统:
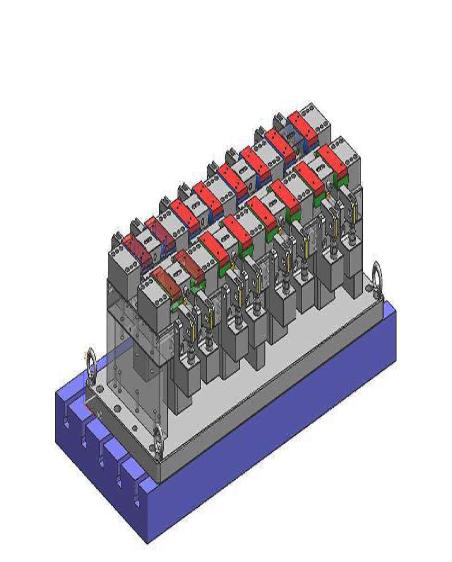
焊接机床系统主要由直缝焊接机床主机架、横梁导轨机构及焊枪行走机构、琴键压板式气动夹具、焊接芯轴、气动芯轴挂钩、焊缝气动对中机构、焊接机头及气路控制系统构成。
3.1主机架采用悬臂式焊接结构,具有足够刚度和强度,满足设备长期使用时的稳定性。退火处理,精度保持长久。
3.2 横梁导轨机构强度高、重量轻。焊枪行走拖板采用电机驱动。在焊接起始位置设有焊接原位,焊枪行走速度无级调节,数字显示。
3.3横梁导轨在左右支柱位置采用X、Y两个方向的微调螺钉结构,出厂时已经调整好。在设备使用一定年限后,如出现精度偏差,可以重新调教,方便适用。
3.4水冷芯轴为工件提供背面支承与保护,芯轴顶部全长镶嵌铜衬垫,在焊接时为工件提供良好的散热冷却保护;
3.5气动夹具为纵缝焊接而独特设计,适应筒体工件直缝自动焊接状态。压紧琴键具有特殊加压机构,一侧琴键压指在向下压紧工件时具有向前的分力,能自动消除纵缝装配间隙。所有琴键压板通过柔性气囊在工件全长范围内将工件均匀压紧,配合焊接芯轴的焊接衬垫为工件提供良好散热冷却保护,为薄壁工件的优质、高效、无变形焊接提供可靠保障。
4.焊接电源:
功率因数高,所需输入电流小,节约用电,降低使用成本。
高效的起弧性能以及熔深控制功能,实现低飞溅焊接。
丰富的焊接条件记忆储存功能,内含 30 条焊接规范记忆存储程序。
人性化的按键锁保护功能和电弧特性模式设定功能。
5、操作原理:
本机型采用卧装方式完成碳钢筒体的纵缝焊接,工件吊装放置在上下料小车上,焊缝背面通入芯轴;焊枪通过夹持调节机构连接在焊接移动小车上,实现焊枪的焊接行走和快速复位。
【自动夹具的使用和应用】
随着我国在诸多领域辅助设备的设计研发生产给生产企业降低了很大一部分劳动力的使用,无形中降低了企业的生产成本,那么自动吊装夹具就成为了在今后的生产中,逐渐在被大家接受的一个辅助工具。自动夹具的使用对电杆钢模、管桩模具、井管模具的放置、移动、开模、合模及操作的安全及准确性有了很大的提高。

用过链条及吊杆来生产过电杆及管桩的朋友们一定知道,整个操作的安全性主要体现在链条与吊杆的配合,上下的摆动左右的摇晃必需要依靠工人在操作起重机的同时的手动辅助移动才能完成,而所有的接触模式全部采用开放式的挂钩模式,而自动夹具吊具则是采用的自锁装置,在操作作业的时候每一步的使用将全部应用了更为安全的自锁紧装置,对工人的生产安全得到很大提高,提倡并鼓励生产企业使用并推广自动夹具。
自动夹具的设计长度也是伴随钢模的长度在增长的,当然不局限于长度起重的吨位也是在增长的,这种设计非常有效的降低了钢模的变形度,吊夹的定位点是采用多点定位的,跑轮的位置成为了吊装的,选择跑轮是因为整个模具的加强点在跑轮是全部给予了厚的加固,而轮作为定位点就可以把长期使用造成的吊装疲劳度降到,起到了有效模具使用寿命的作用。
将开模与移动抓钩有效的结合到一起,这才能体现出吊具的作用和方便性。一个控制台或者一个遥控手柄将这一切都变得简单,这里我们还要提一个辅助工具吸盘吊具(用于吊装成品出模),所有的这些操作都可以在地面工装的限位的帮助下,得到有效的解决,在一个大家都能接受的价格范围内做到人工劳动力的有效解决。
生产工厂的进步离不开这些辅助设备的参与,它们将彻底打破整个生产工序的流程,跳出一个台阶对产量质量有效的提升!无论你是在生产管桩还是电杆还是井管还是光伏桩,当企业走到一定的发展阶段后,这些就成为了您的投资标配,再发展一步我们就整体迈入自动化生产阶段。
以上关于“自动夹具的实用范围”和“自动夹具的使用和应用”的介绍,希望能让您了解“自动夹具”带来帮助。




查看更多(共0条)评论列表